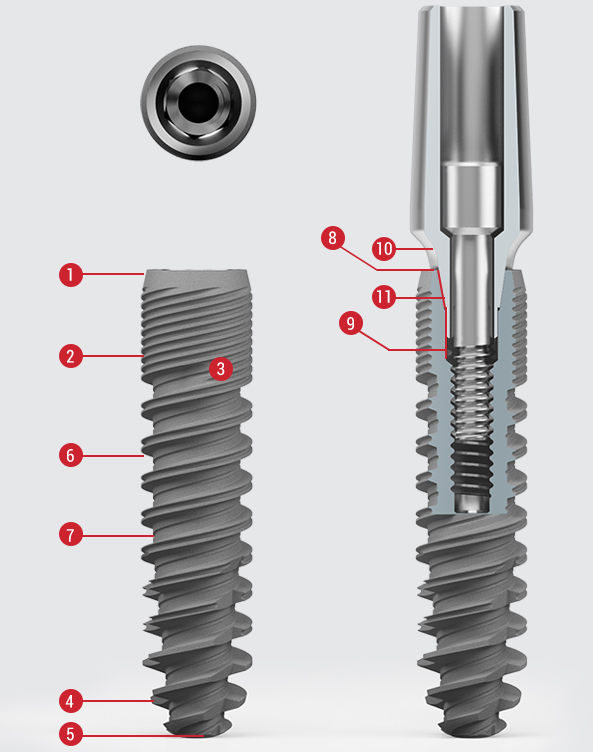
– Insertion rate of 1,5mm per rotation.
– Primary stability
– Increased bone to implant contact
– Faster and even insertion while protecting bone structure
– Thread designs adapted to different bone structures that occur along the depth of the implant
– Enhanced surface
– Round but cutting apex design
植体
直径 ø 3.1
ø 3.1/9 mm
ND-3009
ø 3.1/11 mm
ND-3011
ø 3.1/13 mm
ND-3013
* 了解更多ND植体信息,点击这里下载完整版产品目录
Video
Purity and precision
Material purity and surface treatment
Material purity starts with the acquisition of raw material from only the most reliable sources of which each lot is accompanied by its own material certificate and is completely traceable at all phases of production and later use. The production facility in which all the implants and components are made is owned and operated by C-TECH and is certified to the highest standards governing the production of dental/medical devices. To maintain these standards, regular and independent audits are performed by the German auditor, TUV Süd. All up to date certificates are available for download on the company website.
The machining of the EL implant is an intricate process due to the precision required for the Morse conical connection and the exterior complexity of the implant. This intricacy requires double the machining time that would be necessary for that of an average implant. Throughout and following each step of the production process, the implants are thoroughly cleaned in 5 seperate cleaning stages, consisting of a total of 20 cleaning cycles. This attention to cleanliness is in order to assure that no risk of any production residue is remaining on the implant surface.
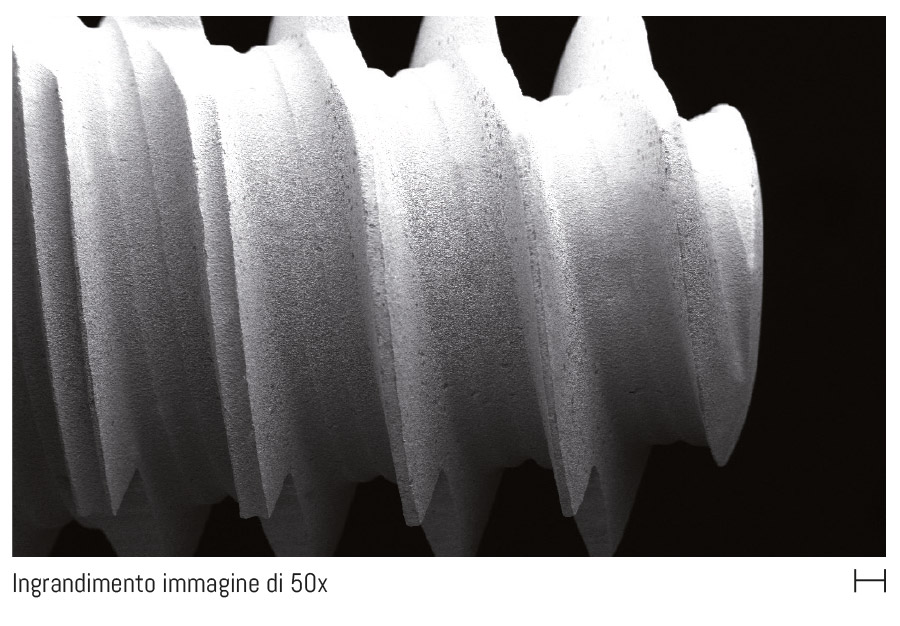
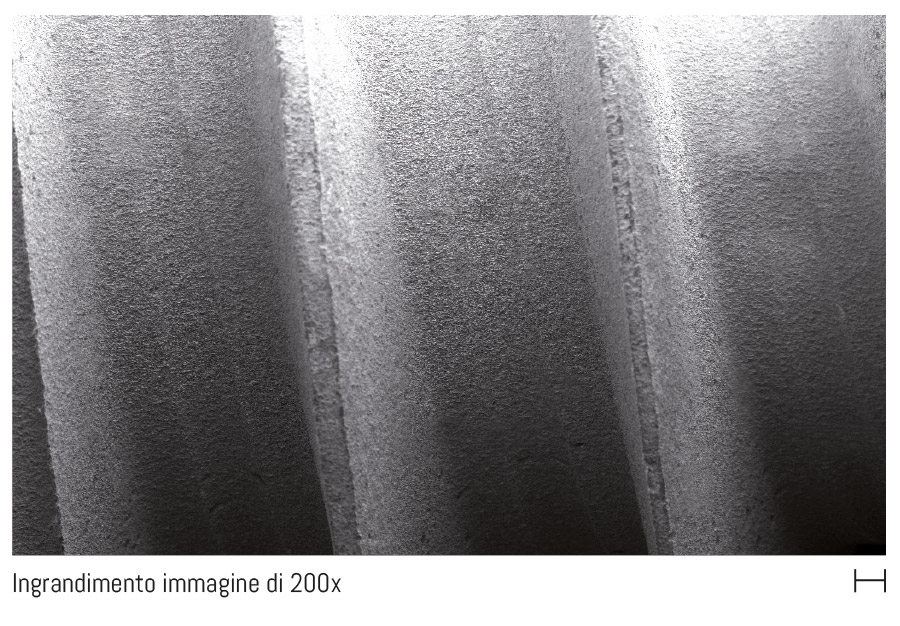
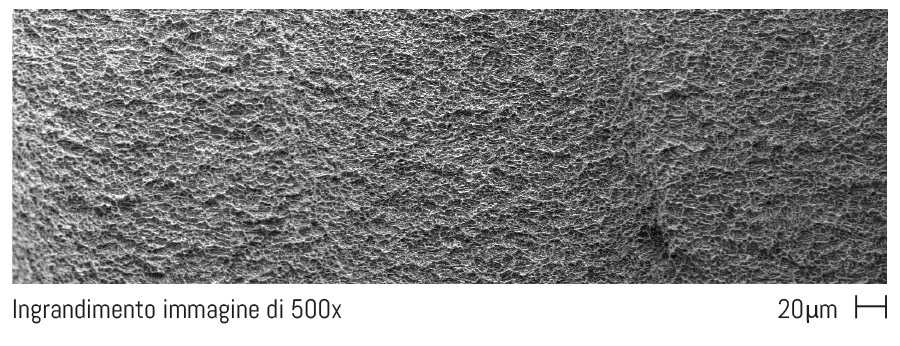
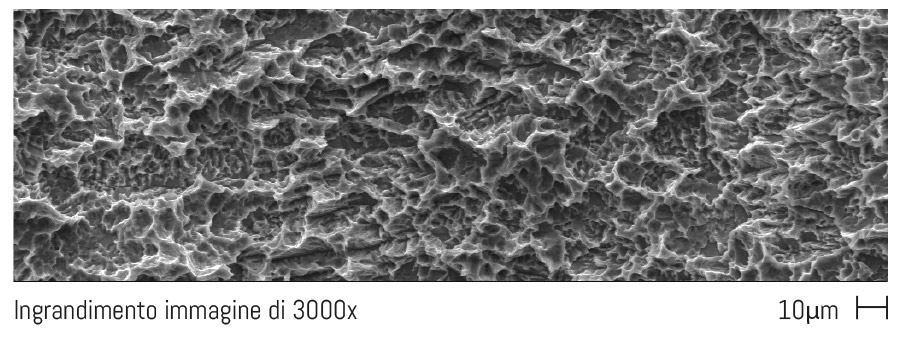
The surface topography is created through a patented acid etching process. The adjacent photos made with a scanning electron microscope (SEM) demonstrate the lack of impurities on the implant surface as well the abundant surface area created through the patented acidification process.
The purity of the grade 4 titanium used for the EL implant and the surface topology were independently verified through an investigation carried out with a scanning electron microscope (SEM) by the University of Cologne and Medical Material Research Center of Berlin, Germany. The investigation demonstrated the highest level of purity and cleanliness resulting in the award of the BDIZ quality seal. This investigation is avaliable in its long form on the C-TECH website.
Precision components
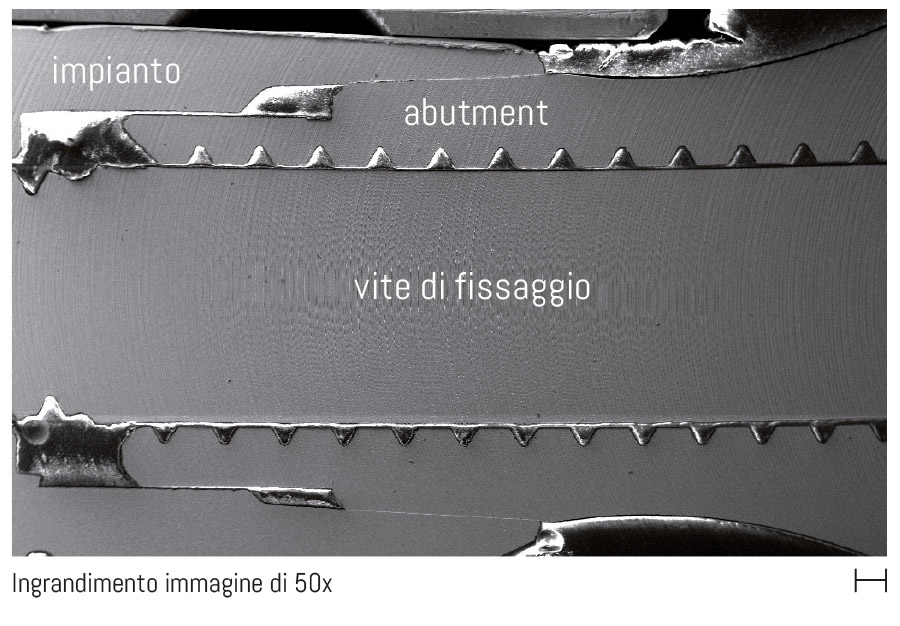
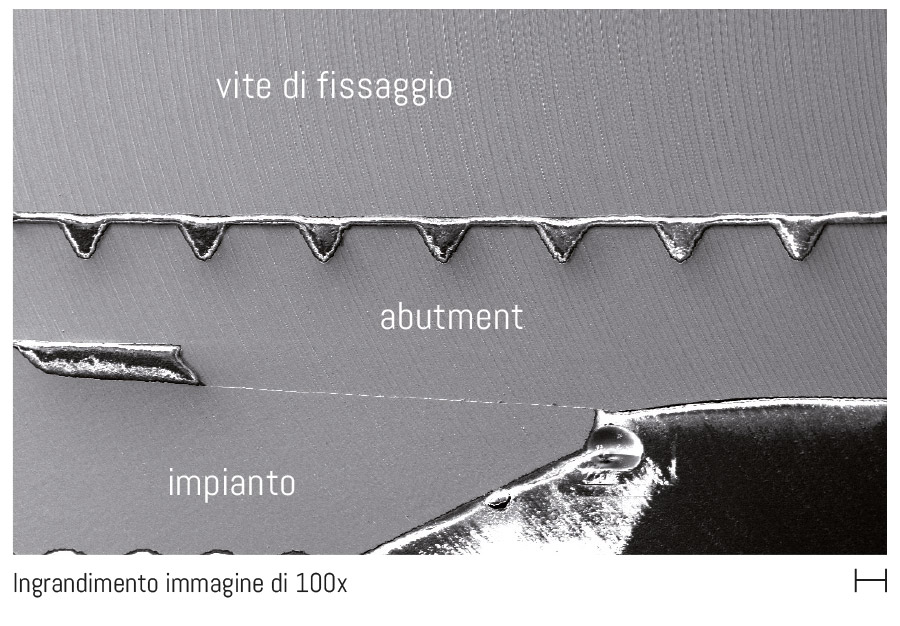
The successful achievement of a Morse lock and cold weld seal in the implant-prosthetic connection depends on high precision machining. A perfect Morse connection will result in a structural integrity and strength that will be as if the 2 parts were fused together and thus will practically eliminate the gap between the implant and the abutment. Accordingly, the C-TECH components are machined to a tolerance of within 10 microns.
This mechanical fusion of the prosthetic part and the implant has 2 important benefits; prevention of the bacterial colonization of the gap, which can lead to bone loss around the implant, as well as the elimination of micro-movements between the implant and abutment and the consequent screw loosening which can lead to prosthetic failure. The SEM photos on the right show different magnifications of the tight abutment and implant connection. The final photo at the bottom, at 1000 X magnification, shows a fine line where the abutment and the implant meet. This practically nonexistent gap is less than the 1,5 microns width of the bacteria to be found in the oral cavity.
Clinical case of total reconstruction in the upper jaw with guided surgery protocol and immediate loading
Dr. Fabio Lo Meo
Introduction
Nowadays modern surgical techniques are more and more moving towards simplified and minimally invasive protocols, aimed at offering patients more effective and highly predictable solutions with shorter treatment times. In addition, this approach makes treatments better tolerated, faster, with more comfortable postoperative courses and reduced costs.
Implan了解更多
Henriette Lerner, Uli Hauschild, Robert Sader & Shahram Ghanaati
Abstract
Guided implant surgery is considered as a safe and minimally invasive flapless procedure. However, flapless guided surgery, implant placement in post-extraction sockets and immediate loading of complete-arch fixed reconstructions without artificial gum are still not throughly evaluated. The aim of the present retrospective clinical study was to document the survival and success of complete-arch fixed reconstructio了解更多
Magazine PIP • Practical implantology and implant prosthetics • 08 June 2022
Dentist Michael Weiland: excellent care is important to me!
In times of skilled labor bottlenecks and a fundamental lack of staff, the first thing that many lose is the services that were once seen as so essential. But the more a piece of hardware is interchangeable and discount battles want to be avoided, the more a company stands out from the customer with the many free little help.
Interview with dentist Mich了解更多
Magazine PIP • Practical Implantology and Implant Prosthetics • August 2022 | Issue 4'
Rehabilitation of the jaw by means of immediate implantation and immediate restoration Digital workflow
Catarina G. Rodrigues, DDS, MSc – Manuel D. Marques, DDS - Raquel Bandeira, CDT
The success of any complex dental treatment depends on proper diagnostics and treatment planning. Digital treatment planning, prosthetic backward planning and guided implant surgery can help improve success rates and pre了解更多
Dental Tribune Magazine • Webinar • 11 May 2020
Treatment of patients with totally edentulous arches: clinical applications of mini implants.
by Dr. Aldo De Blasi, expert in dentistry applied to mini implants.
Abstract
Mini implants are a valid alternative to traditional implants to stabilize the rehabilitation of edentulous arches. Patients with full arch prostheses can benefit from this technique which, with a minimally invasive approach, allows to stabilize them with a single opera了解更多
Request information
Prefooter CN
Sono un Professionista in Odontoiatria
In ottemperanza con quanto previsto dalla normativa vigente, dichiaro sotto la mia responsabilità di essere un professionista del settore odontoiatrico e di essere pertanto autorizzato a prendere visione del contenuto presente in questo sito internet.
Vai al Sito
JE SUIS UN PROFESSIONNEL DU SECTEUR ODONTOLOGIQUE
Conformément aux dispositions de la norme en vigueur, je déclare, sous ma propre responsabilité, être un professionnel dans le secteur odontologique, et je suis donc autorisé à prendre connaissance du contenu de ce site internet.
Visitez le Site Web
I’M A PROFESSIONAL IN THE DENTISTRY SECTOR
According to the prevailing laws, I hereby declare under my own responsibility to be a professional in the dentistry sector and to be authorised to view the content of this website.
Visit Website
ICH BIN BERUFSTÄTIGER IM BEREICH DER ZAHNMEDIZIN
In Übereinstimmung mit den Bestimmungen der geltenden Richtlinie erkläre unter meiner eigenen Verantwortung hiermit im zahnmedizinischen Bereich berufstätig und daher dazu befugt zu sein, Einblick in den Inhalt dieser Website zu erhalten.
Besuche die Website
SOY UN PROFESIONAL EN ODONTOLOGÍA
En cumplimiento de lo dispuesto en la legislación vigente, declaro bajo mi responsabilidad ser un profesional del sector odontológico y, por lo tanto, estar autorizado para examinar el contenido presente en este sitio web.
Visite el Sitio Web
ΕΙΜΑΙ ΕΠΑΓΓΕΛΜΑΤΙΑΣ ΣΤΟΝ ΧΩΡΟ ΤΗΣ ΟΔΟΝΤΡΙΑΤΡΙΚΗΣ
Σύμφωνα με τους ισχύοντες νόμους, δηλώνω υπεύθυνα ότι είμαι επαγγελματίας στον χώρο της Οδοντιατρικής και να μου επιτραπεί η πρόσβαση στο περιεχόμενο αυτού του ιστοχώρου.
επισκεφθείτε την ιστοσελίδα
A fogászati iparág hivatásos szakembere vagyok
A vonatkozó törvényeknek megfelelően, felelősségem tudatában kijelentem, hogy a fogászati iparág hivatásos szakembereként jogosult vagyok ezen weboldal tartalmának megtekintésére.
επισκεφθείτε την ιστοσελίδα
BİR DİŞ HEKİMİYİM
Yürürlükteki standartlar uyarınca, diş hekimliği alanında uzman olduğumu ve buna bağlı olarak, bu internet sitesinin içeriğini görüntülemeye yetkim olduğunu tüm sorumluluğu bana ait olmak üzere beyan ederim.
επισκεφθείτε την ιστοσελίδα
I’M A PROFESSIONAL IN THE DENTISTRY SECTOR
According to the prevailing laws, I hereby declare under my own responsibility to be a professional in the dentistry sector and to be authorised to view the content of this website.